



建筑材料的形狀有很多種,這就需要型材拉彎工藝。型材拉彎過程中工件內表面為中性層,其余部分會延伸。也就是說一般型材拉彎后會比原來長。你知道拉伸鋁要注意什么嗎?接下來河南型材拉彎小編將介紹鋁型材拉彎在拉彎過程中的注意事項: 1.鋁合金型材必須冷卻到50度以下,才能移到拉伸架上進行拉伸。如果溫度過高,拉伸不僅會灼傷人體,上衣也會灼傷。而且由于鋁合金型材的內應力無法完全消除,在時效前后會呈現出曲折、曲折、功能不良等廢品。 2.拉伸量應控制在1%左右,需要注意的是,拉伸量過大,會出現頭、中、尾的刻度誤差,外觀出現水狀扭曲(魚鱗)痕跡,伸長率低,硬度高,脆性大(塑性低)。過低的拉伸量會使型材的抗壓強度和硬度偏低,甚至時效(淬火)也不能提高硬度,型材容易出現彎曲曲折(俗稱大刀彎曲)。

型材拉彎在很多行業都很重要。型材拉彎后成型的技術主要用于航空航天和高鐵行業。我們會發現民航很多飛機骨架都是由型材拉彎完成的,所以型材拉彎的技術很重要。 型材拉彎有一定的加工工藝。在加工零件時,可以降低零件的成本,在拉伸和彎曲的過程中形成一種成型工藝,也可以用來制造大尺寸,滿足輪廓要求。 型材拉彎相對彎曲半徑的上述要求也是比較大的,對于擠壓和型材拉彎中型材彎曲件也是非常重要的。
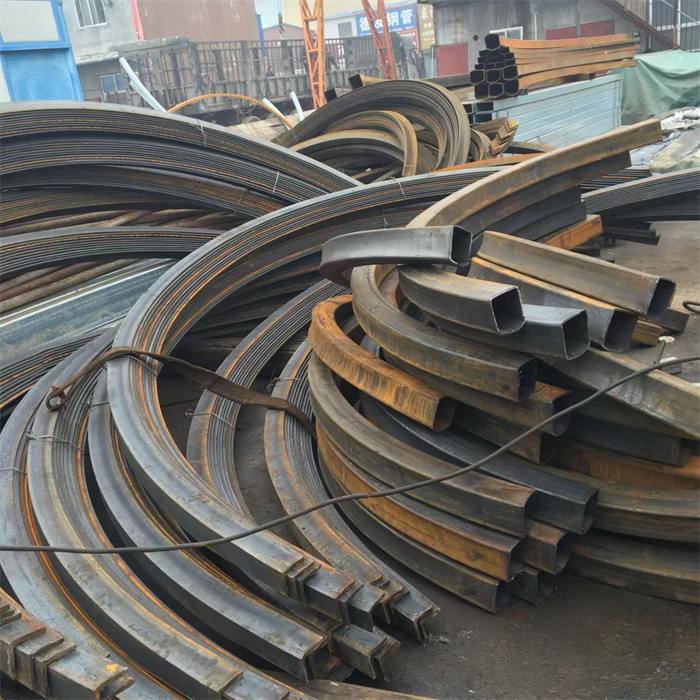
型材拉彎五大關注點: 1.原材料檢驗。 檢查質量、尺寸、平直度等。并測量原材料的長度是否符合要求,表面光滑程度如何。應特別注意檢查型材表面是否有缺陷。 2.初級加工。 對于一些不合適的原材料,可以進行初步加工,保證拉彎后的型材能達到要求的尺寸。 3.正式加工前預彎曲。 在拉彎機上對加工好的原料進行預拉伸,方便后續加工流程。 4.檢查。 型材拉彎公司一般使用卡尺、測隙規等。檢查產品是否合格。 5.校準。 在矯直平臺上,使用錘子等輔助工具進行修整,必要時使用矯直和檢驗模具輔助修整。